Definition:
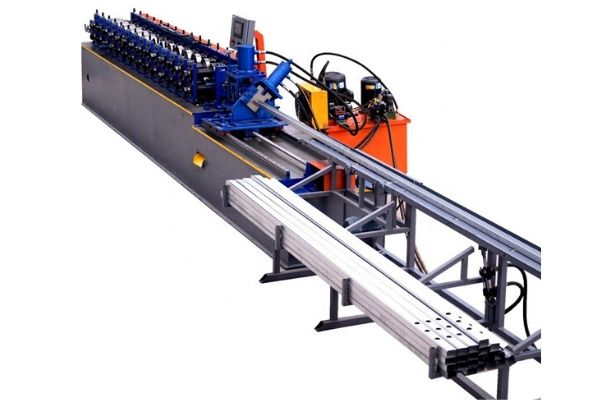
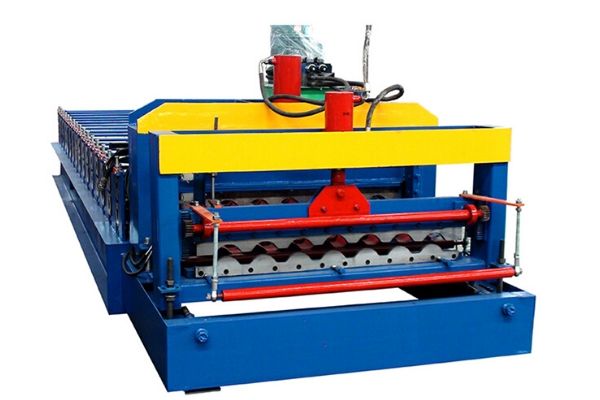
Die Doppelschicht-Rollformmaschine ist eine Produktionsmaschine, die aus Abwickeln, Formen und Nachformschneiden besteht. Seine Farbplatte sieht flach und schön aus, hat eine einheitliche Farbstruktur, ist hochfest und langlebig und wird häufig in industriellen Zivilgebäuden wie Dächern und Wänden von Fabriken, Lagerhäusern, Turnhallen, Ausstellungshallen, Theatern usw. verwendet. Die Komponenten der Fliesenpressmaschine umfassen die gesamte Maschine der Farbstahlfliesenpressmaschine, das SPS-Computersteuerungssystem, das hydraulische Pumpstationssystem und das vollautomatische Nachschersystem.
Produkt-Eigenschaften:
- Die Doppelschicht-Rollformmaschine wendet eine hochrangige automatische Steuerungssoftware an, um ein informationsgestütztes Produktionsmanagement zu erreichen.
- Das Automatisierungssteuerungssystem der gesamten Einheit verwendet ein hochintegriertes Netzwerk, wodurch das Automatisierungssystem besser wird.
- Eine Doppelschicht-Rollformmaschine kann zwei Arten von Fliesen pressen. Verschiedene Modelle wie 840/900, 840/850, 860/910, zwei beliebige Modelle davon lassen sich lässig kombinieren. Der größte Vorteil ist, dass es eine kleine Fläche einnimmt, Platz spart und vollautomatisch computergesteuert ist. Im laufenden Betrieb kann jedoch nur eine Plattensorte produziert werden, was zweifachem Rollformen gleichkommt
- Die Maschine kann mehrere Sätze unterschiedlicher Daten einstellen, um Endprodukte unterschiedlicher Länge herzustellen.
Die richtige Fütterung Operationsmethode von doppelt-Schicht-Rollformmaschine:
Bei der Beschickung der Doppelschicht-Rollformmaschine sollten wir zunächst darauf achten, dass das flache Farbstahlplattenmaterial mit der Druckwalze der Rollformmaschine ausgerichtet sein sollte und beide Schichten ausgerichtet sein müssen, um dies sicherzustellen Sie bewegen sich beim Füttern nicht.
Wenn die Doppelschicht-Rollformmaschine eingeschaltet ist, können wir die Farbstahlplatte von Hand drücken, um das Schieben des Zufuhrmaterials zu beenden und gleichzeitig einen sicheren Abstand von der Andruckrolle der Rollformmaschine zu gewährleisten. Wenn festgestellt wird, dass die Farbstahlplatte verstopft ist oder das Material nicht zugeführt werden kann, müssen wir die maschinelle Ausrüstung rechtzeitig stillsetzen und die Farbstahlplatte dann justieren.
Nachdem die Anpassung abgeschlossen ist, folgen Sie den Schritten gerade jetzt. Ziehen Sie beim Sammeln nicht mit der Hand an der Farbstahlplatte. Lassen Sie die Farbstahlplatte aktiv fallen und können Sie sie nach dem Herunterfallen von Hand zurückziehen. Wenn wir es von Hand ziehen, wenn es nicht fertig ist, führt dies zu einer Verformung der dahinter liegenden farbigen Stahlplatte, wodurch viel Abfall entsteht und auch viel Material verschwendet wird.
Die Spezifikation der Doppelschicht-Rollenformmaschine:
Produkt: Doppelschicht-Rollenformmaschine
Fliesentyp: Farbiger/glasierter Stahl
Spannung: 380V 50Hz 3Phasen
Produktionskapazität: 15-20 m/min
Gewicht: 10.5 Tonnen
Leistung (W): 5.5 KW + 5.5 KW
Materialstärke: 0.3–0.8 mm
Abmessung (L*B*H): 9500*1500*1650MM
Rollenmaterial: 45 # Stahl mit hartverchromten 0.07 mm
Wellenmaterial: 45 # Stahlverarbeitung
Schneidsystem: Hydraulischer Führungssäulenstoppschnitt
Material der Schneidklinge: Cr12Mov
Dicke der mittleren Platte: 16 mm
Preis: $ 15,000.00 - $ 21,000.00
Inspektion und MWartung von das Double-Layer Roll Forming MMaschine:
1. Regelmäßige Inspektion und Wartung der elektrischen Ausrüstung gemäß den Vorschriften durchführen. Nicht verwendete elektrische Gerätekabel sollten entfernt werden.
2. Im Falle eines Stromausfalls, wenn sich eine elektrische Einrichtung weniger als 0.8 Meter vom Inspektionspersonal entfernt befindet, muss ein Isoliermaterial als zuverlässiger vorübergehender Schutz verwendet werden.
3. Wenn festgestellt wird, dass der leitende Teil der Doppelschicht-Profiliermaschine geerdet ist, bevor die Stromversorgung blockiert wird, darf er sich nicht nähern, außer um den Stromschlag zu retten. Es sollte 3.8 Meter von der geschockten Person und 1.5 Meter vom Raum entfernt sein, um Schäden durch Trittspannung zu vermeiden.
4. Elektriker müssen die Arten und Funktionen von Stromkreisen und elektrischen Geräten in der Werkstatt kennen. Wenn sie die Funktionen elektrischer Geräte nicht vollständig verstehen, sind riskante Arbeiten verboten.
5. Der Elektriker sollte den Zustand des Motors, des Kabels, der elektrischen Konsole und anderer Ausrüstung wie geplant überprüfen. Alle bei der Inspektion festgestellten Probleme müssen rechtzeitig behoben werden. Beim Überprüfen der Motortemperatur zuerst sicherstellen, dass kein Strom vorhanden ist, und dann mit dem Handrücken testen.
6. Außer vorübergehender Bauelektrik oder vorübergehenden Maßnahmen dürfen keine vorübergehenden Drähte installiert und Lichter nicht willkürlich aufgehängt werden. Die originalen Stromkreise von Schaltern und Steckdosen in Messgeräten, Schweißgeräten usw. dürfen nicht eigenmächtig verändert werden.
Gründe für die DEffekte in der Produktion PProzess von Därger-Schicht-Rollformen MMaschine:
- Die beutelförmige Welle ist hauptsächlich auf die seitliche Zugspannung und seitliche Dehnung zurückzuführen, die während des Biegevorgangs der Platte erzeugt werden, und die Dehnung des Blechmaterials in Dickenrichtung ist relativ gering. Entsprechend der Beziehung zwischen der Materialverformung wird die Verformung konzentriert. Die Teile kontrahierten und verformten sich entlang der Längsrichtung.
- Es gibt viele Gründe für die Längsbiegung der Doppelschicht-Profiliermaschine. Einer der wichtigsten Gründe ist, dass die Kanten des Querschnitts beim Biegen der Seite der Zugkraft ausgesetzt sind, die versucht, den gesamten Querschnitt in Längsrichtung zu dehnen, aber nicht ausreicht, um den gesamten starren Abschnitt zu verlängern, was dazu führt das Phänomen, dass sich das vordere Ende des gerollten Stücks nach oben oder unten biegt.
- Die Randwelle ist eine beutelförmige Welle und ein häufiger Defekt. Seine Produktion ist hauptsächlich die Synthese von zwei Effekten: Ein Effekt ist derselbe wie der Mechanismus der Beutelwelle. Dies liegt daran, dass das Material im Biegeteil des Querschnitts einer Querzugspannung ausgesetzt ist, die eine Querzugdehnung erzeugt. In dem Fall, in dem die Dehnung in Dickenrichtung nicht groß ist, tritt Längsschrumpfung auf, und der Kantenabschnitt erzeugt Kantenwellen aufgrund von Druckspannung. Das zweite besteht darin, dass das Material am Kantenteil gedehnt und geschert wird, um unter der Einwirkung einer äußeren Kraft länger zu werden, und dann komprimiert und erneut geschert wird, um eine plastische Verformung zu erzeugen, die Kantenwellen verursacht. Diese beiden Effekte überlagern sich zu einer Seitenwelle.